




Сетка тканная


Тканые металлические сетки
Сетка тканая с квадратными ячейками
Сетка тканая фильтровая.
Сетка тканая конвейерная или сетка транспортерная.
Сетка тканая частично рифленая
Сетка проволочная с квадратными ячейками
Сетки тканые с квадратными ячейками полотняного плетения
Сетка тканая перевивочного переплетения с прямоугольными ячейками
Сетка тканая полотняного переплетения канатиковая
Сетка тканая полотняного переплетения фильтровая (с нулевыми.ячейками)
Сетка тканая саржевого переплетения с квадратными ячейками
Сетка тканая полотняного плетения полутомпаковая
Сетка тканная нержавеющая
Сетка тканная оцинкованная
Сетка тканная латунная
Сетка тканная нихромовая
Сетка тканная фильтровая (галунного плетения)
Сетка тканная проволочная одинарная
Сетка тканная низкоуглеродистая
Сетка тканная проволочная штукатурная
Тканые металлические сетки находят применение практически во всех отраслях народного хозяйства: в нефтяной, газовой, горно-металлургической, химической, золотодобывающей, авиационной и пищевой промышленности, в фармацевтике, в машиностроении и на предприятиях оборонного комплекса.
- сетка нержавеющая для изготовления сит и грохотов для просеивания сыпучих материалов;
- сетка нержавеющая для изготовления различных фильтров для нефтегазовой, фармацевтической, автомобильной промышленности;
- сетка нержавеющая изготовления транспортерных лент для конвейеров в пищевой промышленности;
- сетка нержавеющая в строительстве ;
- сетка нержавеющая в добывающей промышленности для очистки глинистого раствора при обогащении марганцевых руд и при добыче золота;
- сетка нержавеющая для изготовления фильтров для скважин,
- сетка нержавеющая изготовления товаров народного потребления (ситечки, кассеты)
-- сетка нержавеющая для изготовления различного рода мебели и отделки дизайнерских интерьеров в современных стилях
Тканая сетка изготавливается:
- из низкоуглеродистой проволоки,
- сетка из нержавеющей проволоки,
- из латунной, нихромовой ,
- оцинкованной проволоки.
Сетка тканая с квадратными ячейками

.Такие сетки имеют одинаковое количество проволок основы и утка. сетки тканые с квадратными ячейками от 0,4 мм до 20,0 мм по ГОСТ 3826-82.. - сетки тканые с квадратными ячейками микронных размеров от 0,04 мм до 0,4 мм.
В изготовлениии сетки тканой используется: проволока стальная, из цветного металла, а также различного сечения – квадратного, прямоугольного, круглого Стальная термически обработанная низкоуглеродистая (светлого отжига черного отжига, оцинкованная, луженая), термически обработанная высоколегированная (травленая светлого отжига) проволока. Проволока из латуни, фосфористой бронзы, платины, никеля, сетка тканая с квадратными ячейками для сепарирования продуктов измельчения зерна. Ячейка от 0,261 мм до 0,472 мм, применяемая для оснащения мельничных комплексов.
Сетка нержавеющая ГОСТ 3826-82; сетка нержавеющая микронных размеров ТУ 14-4-507-99; сетка латунная (полутомпак Л80); сетка бронзовая; сетка никелевая - ГОСТ 6613-86; полотняная и саржевая сетка. Максимальная ширина полотна 2500 мм. Тканые сетки принято делить на следующие виды: • Сетка тканая с квадратными ячейками: - сетка тканая с квадратными ячейками 0,4 – 20 мм;
Тканые сетки образованы путём перекрестного переплетения проволок основы и утка, расположенных перпендикулярно друг к другу.
Сетки характеризуются размером стороны ячейки в свету и диаметром проволоки. За размер стороны ячейки сетки в свету принимается расстояние между соседними проволоками основы или утка. Максимальная ширина полотна до 2000мм.
Плетение: полотняное ГОСТ 3826-82, саржевое.
Материал: низкоуглеродистая сталь, нержавеющая сталь.
Максимальная ширина полотна 2000 мм.
Сетка тканая фильтровая.
Основной особенностью таких сеток является отсутствие ячейки в свету. Сетка бывает полотняного и саржевого переплетения. Как правило, фильтровая сетка – это сетка нержавеющая, что обусловлено ее сферой применения в агрессивных средах: фильтрация и очистка жидких растворов, воздуха, газов. и сетки фильтровые прядковые.
Сетка тканая конвейерная или сетка транспортерная.

Такие сетки бывают с прямоугольными или квадратными ячейками.
Она изготавливается из высоколегированной проволоки, марка cтали 12Х18Н10Т, 12Х18Н9Т в соответствии с ТУ 14-4-460-88.
Сетка тканая образуется путем переплетения канатиков основы и проволок утка. В основе сетки может быть одиночный канатик или прядь из двух, трех или четырех канатиков. В свою очередь, каждый канатик состоит из 4-7 проволок. В утке используется проволока круглого сечения. В основном конвейерная сетка – это сетка нержавеющая, которая используется в качестве транспортерной ленты на конвейерах для ленточных туннельных печей, сушки для пищевых продуктов и других материалов.
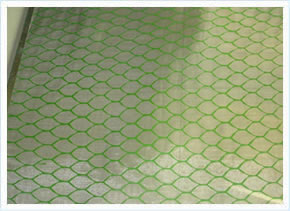
Сетка тканая частично рифленая

.Частично рифленая тканая сетка бывает с квадратной или прямоугольной ячейкой. При изготовлении такого вида тканой сетки используется предварительно рифленая проволока утка и круглого сечения прямая проволока основы. Рифление проволоки производится на каннелировочных дисках ткацкого станка или на специальном оборудовании. Основное применение частично рифленой тканой сетки – разделение сыпучих материалов и горных пород, а также очистка глинистого раствора в нефтяной промышленности.
Вид покрытия: без покрытия, оцинкованные, луженые.
Назначение: для просеивания сыпучих материалов, арматуры, ограждения, при теплоизоляции промышленного оборудования, воздухоочистки.
Материал:
— низкоуглеродистая сталь марок Т; Ст1кп
— высоколегированная сталь марок 12X18Н9Т; 12Х18Н10Т; 12Х18Н9; 08Х18Н10
Размеры: сетки со стороной ячейки в свету 0,40-20,0 изготавливаются 1 и 2 групп точности.
Поставка: В рулонах шириной 1000, 1200, 1500, 2000 мм, массой до 80 кг. Рулон оборачивается бумагой, затем полимерной пленкой
Сетки тканые с квадратными ячейками полотняного плетения
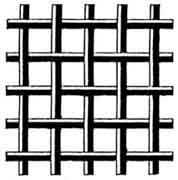
Характеристика : переплетение проволок основы и утка через одну проволоку
Сетка характеризуется размером стороны ячейки в свету и диаметром проволоки. За размер стороны ячейки в свету принимается расстояние между соседними проволоками основы или утка Размер ячейки в свету, мм - от 0,04 до 20,0 Диаметр проволоки или сторона квадрата, мм - от 0,03 до 3,0
Материал сетки : при изготовлении сетки тканой используется: проволока стальная, из цветного металла, а также различного сечения – квадратного, прямоугольного, круглого Стальная термически обработанная низкоуглеродистая (светлого отжига черного отжига, оцинкованная, луженая), термически обработанная высоколегированная (травленая светлого отжига) проволока. Проволока из латуни, фосфористой бронзы, платины, никеля
Применение сетки : Сетка тканая металлическая очень широко применяется в различных сферах деятельности – в строительстве, в промышленности, в сельском хозяйстве, в нефтедобывающей промышленности, в быту и т.д. Для разделения сыпучих тел
Сетка тканая перевивочного переплетения с прямоугольными ячейками

Характеристика: Две проволоки основы, перевитые между собой, переплетаются с проволокой утка. Диаметр проволоки утка больше диаметра проволоки основы Сетка характеризуется размером стороны ячейки в свету и диаметром проволоки основы и утка. За размер стороны ячейки свету принимается расстояние между соседними прядями основы и соседними проволоками утка Между прядями основы из двух перевитых проволок от 2,0 до 5,0 между проволоками утка от 10,0 до 20,0 мм Диаметр проволоки основы от 0,5 до 0,8; утка от 0,6 до 1,0 мм
Материал сетки: стальная термически обработанная низкоуглеродистая (светлого отжига, черного отжига) проволока.
Применение сетки: для ограждения садков при разведении лососевых рыб и других оград.
Тканые сетки образованы путём перекрестного переплетения проволок основы и утка, расположенных перпендикулярно друг к другу.
Сетки характеризуются размером стороны ячейки в свету и диаметром проволоки. За размер стороны ячейки сетки в свету принимается расстояние между соседними проволоками основы или утка. Максимальная ширина полотна до 2000мм.
Плетение:- полотняное ГОСТ 3826-82, саржевое.
Материал: низкоуглеродистая сталь, нержавеющая сталь.
Применение сетки из низкоуглеродистой проволоки:
для фильтрации масла, для просеивания сухих порошковых материалов, в качестве воздухопроницаемых защитных элементов в машиностроении.
Применение сетки из нержавеющей проволоки: для просеивания зерна ,гранульных и сыпучих материалов, для изготовления сит, фильтров,сепараторов.
Сетки проволочные тканые с квадратными ячейками
Вид покрытия: без покрытия, оцинкованные, луженые.
Назначение: для просеивания сыпучих материалов, арматуры, ограждения, при теплоизоляции промышленного оборудования, воздухоочистки.
Материал:
— низкоуглеродистая сталь марок Т; Ст1кп
— высоколегированная сталь марок 12X18Н9Т; 12Х18Н10Т; 12Х18Н9; 08Х18Н10
Размеры: сетки со стороной ячейки в свету 0,40-20,0 изготавливаются 1 и 2 групп точности.
Поставка: В рулонах шириной 1000, 1200, 1500, 2000 мм, массой до 80 кг.
Сетка тканая латунная с квадратными ячейками
Плетение сетки: полотняное.
Материал сетки: латунная проволока Л-80. Максимальная ширина полотна 2000 мм.
Применение сетки: изготовление фильтров для оборудования пищевой, медицинской, нефтеперерабатывающей промышленности.
Латунь это многокомпонентный или двойной сплав меди с иными металлами, где легирующим элементом есть цинк, иногда с добавлением никеля, олова, свинца, железа, марганца и др. Медный сплав с легкостью поддается деформации, из-за этого основное его кол-во идет на производство катаных полуфабрикатов - лент, полос, листов и проволоки для латунных сеток, а также разных профилей.
Сетка тканая латунная, полутомпаковая Л-80 - это всё сетка тканая с квадратными ячейками из латунной проволоки. У сетки тканой латунной, как правило, полотняное переплетение, бывает и саржевое. Материал для изготовления — проволока латунная марки Л-80. Сетка тканая латунная предназначена для масляных и топливных фильтров, фильтров медицинских аппаратов, фильтров для пищевых продуктов и др.
Применение тканых латунных сеток:
сетки латунные выдерживают большие температуры и потому имеют широкое использование в теплоизоляции промышленного оборудования;
сетки латунные используются в авиации, машиностроении, судостроении, ракетной технике и других отраслях;
сетка латунная с квадратными ячейками высокого качества применяется для разделения и контролирования материалов по размеру частиц;
латунная сетка успешно используется для просева сыпучих материалов;
Сетку тканую латунную по точности изготовления делят на:
В - высокой точности;
Н - нормальной точности;
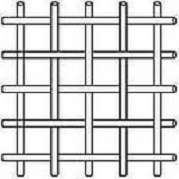
Cетки тканые с прямоугольными ячейками полотняного плетения

Конструктивные особенности: переплетение проволок основы и утка через одну проволоку. Диаметр проволоки утка больше диаметра проволоки основы или равен ему Сетка характеризуется размерами стороны ячейки в свету и диаметрами проволок основы и утка. За размер стороны ячейки в свету принимается расстояние между соседними проволоками основы и соседними проволоками утка Между проволоками основы от 0,14 до 3,0: между проволоками утка от 0,16 до 6,0 Диаметр проволоки основы от 0,1 до 0,7; утка от 0,1 до 1,0 Стальная термически обработанная низкоуглеродистая (светлого отжига, черного отжига, оцинкованная луженая), термически обработанная высоколегированная (светлого отжига) проволока.
Материал сетки: проволока из латуни, фосфористой бронзы, платины, никеля.
Применение сетки : для обезвоживания и фильтрации жидкости.
Применение сетки из низкоуглеродистой проволоки:
- для фильтрации масла
- для просеивания сухих порошковых материалов
- в качестве воздухопроницаемых защитных элементов в машиностроении.
Применение сетки из нержавеющей проволоки:
- для просеивания зерна и др. гранульных и сыпучих материалов
- в качестве арматуры
- для ограждения
- для очистки воздуха
- для изготовления сит, фильтров,сепараторов
- для ленточных конвейеров туннельных печей и сушильных агрегатов, применяемых в пищевой и химической промышленности.
Сетка тканая перевивочного переплетения с прямоугольными ячейками
Конструктивные особенности: Две проволоки основы, перевитые между собой, переплетаются с проволокой утка. Диаметр проволоки утка больше диаметра проволоки основы Сетка характеризуется размером стороны ячейки в свету и диаметром проволоки основы и утка. За размер стороны ячейки свету принимается расстояние между соседними прядями основы и соседними проволоками утка Между прядями основы из двух перевитых проволок от 2,0 до 5,0 между проволоками утка от 10,0 до 20,0 мм Диаметр проволоки основы от 0,5 до 0,8; утка от 0,6 до 1,0 мм
Материал сетки: стальная термически обработанная низкоуглеродистая (светлого отжига, черного отжига) проволока.
Применение сетки: для ограждения садков при разведении лососевых рыб и других оград.
Сетка тканая полотняного переплетения канатиковая

Конструктивные особенности: пряди основы из одного или нескольких рядом расположенных канатиков переплетаются с одиночными проволоками утка Сетка характеризуется размером стороны ячейки в свету и диаметром проволоки канатика основы и проволоки утка количеством канатиков в пряди основы, количеством проволок в канатике. За размер стороны ячейки свету принимается расстояние между соседними прядями основы и соседними проволоками утка Между прядями основы от 0,8 до 24,0; утка от 0,8 до 3,6 мм; количество канатиков в пряди основы от 1 до 4; канатик свит из четырех или семи проволок Диаметр проволоки канатика пряди основы от 0,22 до 0,3,утка от 0,6 до 1,5 мм
Материал сетки: Основа стальная термически необработанная углеродистая, высоколегированная проволока; уток стальная термически обработанная высоколегированная (светлого отжига, травленая), углеродистая и низкоуглеродистая (светлого отжига, черного отжига) проволока
Применение сетки: для ленточных транспортеров
Сетка тканая полотняного переплетения фильтровая (с нулевыми.ячейками)

Конструктивные особенности: проволоки основы, расположенные на определенном расстоянии друг от друга, переплетаются через одну с проволоками утка, расположенными вплотную друг к другу. Ячейки в свету отсутствуют Сетка характеризуется числом проволок основы и утка на 1 дм и диаметром проволок основы и утка Ячейка в свету отсутствует. Число проволок на 1 дм: основы от 24 до 200; утка от 2260 до 870 Диаметр проволоки основы от 0,18 до 0,7; утка от 0,12 до 0,4 мм Стальная термически обработанная низкоуглеродистая (светлого отжига, черного отжига) и высоколегированная (светлого отжига) проволока.
Материал сетки : нержавеющая сталь. Проволока из меди, латуни, фосфористой бронзы, никеля, монель - металла
Применение сетки : Сетка тканая фильтровая применяется для фильтрации воздуха, газов, жидкости; кроме этого Сетка тканая фильтровая используется при фильтрации под давлением; обезвоживании и сушке растворов. Сетка тканая фильтровая нашла широкое применение также при очистке воздуха и газов. Для фильтрации, обезвоживания и сушки.
Дополнительно о сетке : сетка нержавеющая ГОСТ 3187-72; сетка латунная (полутомпак Л80) ГОСТ 3187-72; сетка одинарная и двойная.
Сетка тканая саржевого переплетения с квадратными ячейками
Конструктивные особенности: переплетение проволок основы и утка через две проволоки. Диаметр проволоки утка больше диаметра проволоки основы или равен ему
Сетка характеризуется размером стороны ячейки в свету и диаметрами проволок основы и утка. За размер стороны ячейки в свету принимается расстояние между соседними проволоками основы или утка Размер ячейки в свету, мм - от 0,04 до 1,0 Диаметр проволоки или сторона квадрата, мм - от 0,03 до 0,55
Материал сетки: при изготовлении сетки тканой используется: проволока стальная, из цветного металла, а также различного сечения – квадратного, прямоугольного, круглого. Стальная термически обработанная низкоуглеродистая (светлого отжига) термически обработанная высоколегированная (светлого отжига) проволока.
Проволока из латуни и молибдена, фосфористой бронзы, платины, никеля.
Применение сетки: Сетка тканая металлическая очень широко применяется в различных сферах деятельности – в строительстве, в промышленности, в сельском хозяйстве, в нефтедобывающей промышленности, в быту и т.д. Для разделения материала по крупности и фильтрации жидкости.
Дополнительно о сетке : сетка нержавеющая ГОСТ 3826-82; сетка нержавеющая микронных размеров ТУ 14-4-507-99; сетка латунная (полутомпак Л80); сетка бронзовая; сетка никелевая - ГОСТ 6613-86; полотняная и саржевая сетка. Максимальная ширина полотна 2000 мм. Тканые сетки принято делить на следующие виды: • Сетка тканая с квадратными ячейками: - сетка тканая с квадратными ячейками 0,4 – 20 мм; Ширина полотна сетки - 1000, 1300, 1500, 2000 мм. - сетка тканая с квадратными ячейками от 0,04 – 0,40 мм; Материал - нержавеющая сталь. Ширина полотна - 1000 мм. - сетка тканая с квадратными ячейками из нихромовой проволоки; Материал - нихромовая проволока Ширина полотна - 1000, 1500 мм. - сетка тканая нержавеющая квадратными ячейками; Материал - нержавеющая сталь Ширина полотна - 1000 мм.
Сетка тканая полотняного плетения полутомпаковая
Материал сетки : латунная проволока Л-80. Максимальная ширина полотна 2000 мм.
Применение сетки : сетка тканая изготовление фильтров для оборудования пищевой, медицинской, нефтеперерабатывающей промышленности
Сетка тканая из латунной проволоки полутомпаковая (Л-80) ГОСТ 6613-86
Сетка тканая латунная образована путём перекрёстного переплетения проволок основы (проволок, проходящих вдоль полотна) с проволоками утка (проволоками, проходящими поперёк полотна), при этом образуется квадратная ячейка.
Сетки характеризуются размером ячейки в свету и диаметром проволоки.
Применение полутомпаковой латунной сетки Л-80:
Для изготовления сита, масляных и топливных фильтров, фильтров для пищевых продуктов и др.
Для просеивания порошковых материалов, фильтрации жидких растворов, воздуха, газов.
Для фильтров медицинских аппаратов,
Латунную сетку применяют в авиации, машиностроении, ракетной технике, судостроении и других отраслях;
Сетка латунная применяется для теплоизоляции промышленного оборудования;
Это обуславливает широкое применение латунных тканых сеток в горноперерабатывающей, пищевой, фармацевтической и других отраслях промышленности
Сетка тканная нержавеющая

Сетка представляет собой крестовое переплетение проволок одного диаметра, образующих квадрат правильной формы. Сетки с квадратными ячейками изготавливаются из термически обработанной высоколегированной проволоки (12Х18Н10Т,12Х18Н9Т, 12Х18Н9, 08Х18Н10) в соответствии с собственным ТУ У 28.7-32564661-001:2008, а также ТУ 14-4-507-89, ТУ 14-4-1561-89, ГОСТ 3826-82. Сетки по точности размера ячейки подразделяются на 1 и 2 группы. Сетки группы 1 применяются для просеивания сыпучих материалов, в которых требуется обеспечение точного гранулометрического состава просеиваемых материалов. Сетки группы 2 применяются для рассева сыпучих материалов, воздухоочистки, изготовления сит, фильтров, сепараторов, ограждения и др.
Сетка тканная оцинкованная
Сетка изготавливается из мягкой оцинкованной проволоки в соответствии с собственным ТУ У 28.7-32564661-001:2008 и ГОСТ 3826-82. Сетка из оцинкованной проволоки значительно дешевле нержавеющей, не подвержена коррозии при хранении. Длительный срок службы оцинкованной сетки гарантируется в тех случаях, когда нет контакта с агрессивной средой и исключено механическое повреждение цинкового покрытия проволоки. Сетка применяется для фильтрации не агрессивных растворов, в качестве элементов конструкции и декоративных воздухопроницаемых вставок в облицовку различных машин и механизмов, для армирования штукатурки и бетона, для обустройства сельскохозяйственных хранилищ и животноводческих помещений, в пчеловодстве.
Сетка тканная латунная
Для изготовления сетки в соответствии с собственным ТУ У 28.7-32564661-001:2008 и ГОСТ 6613-86 применяется отожженная проволока из бронзы марки БрОф 6,5-0,4 для сеток с размерами ячейки 0,04-0,16мм, а для сеток с размерами ячейки 0,071-2,5мм – проволока из латуни. Из латунной сетки изготавливаются фильтры медицинских аппаратов, масляные и топливные фильтры, фильтры для пищевых продуктов и др.
Сетка тканная нихромовая
Сетка с квадратными ячейками изготавливается из нихромовой проволоки марки Х20Н80, Х15Н60 в соответствии с собственными ТУ У 28.7-32564661-001:2008 и ГОСТ 3826-82. Применяется при высоких температурах до 1500°С (при производстве азотной кислоты, в печах при изготовлении деталей из металла и керамики и др.).
Сетка тканная фильтровая (галунного плетения)
Фильтровые сетки изготавливаются из высоколегированной проволоки, марка стали 12Х18Н10Т или её аналогов в соответствии с собственными ТУ У 28.7-32564661-002:2008 и ГОСТ 3187-76. По требованию потребителя сетки изготавливаются из других металлов и сплавов (стали марок ТВ, Т, Ст.1, 12Х18Н9, 12Х18Н9Т, 08Х18Н10, 10Х17Н13
М2Т, 10Х17Н13М3Т), а также из проволоки, имеющей защитное покрытие. Сетки применяются для фильтрации воды, обезвоживания и сушки растворов, очистки воздуха, газов.
Сетка тканная проволочная одинарная
Сетка тканая одинарная с прямоугольными ячейками изготавливается из проволоки сплавов цветных металлов и коррозионностойкой стали в соответствии с собственным ТУ У 28.7-32564661-006:2010, а также ТУ 13-0281151-20-89. Одинарные сетки применяются в целлюлозно-бумажной промышленности, асбошиферном производстве.
Сетка тканная низкоуглеродистая

Сетка изготавливается из мягкой низкоуглеродистой проволоки в соответствии с собственным ТУ У 28.7-32564661-001:2008 и ГОСТ 3826-82. Сетка из низкоуглеродистой проволоки значительно дешевле нержавеющей, но подвержена коррозии. Поэтому она применяется в тех случаях, когда исключен контакт с агрессивной средой – для фильтрации масла, для просеивания сухих порошковых материалов, в качестве элементов конструкции и декоративных воздухопроницаемых вставок в облицовку различных машин и механизмов.
Размеры ячейки 0.6*0.5
Диаметр проволоки 0.4мм
Сетка тканная проволочная штукатурная
Сетка изготавливается из мягкой низкоуглеродистой проволоки, в том числе и из оцинкованной. Сетка применяется при строительных и реставрационных работах для армирования штукатурки, для армирования укладки кафеля, для армирования сложных архитектурных и скульптурных форм.
Сетка тканная конвейерная
Конвейерная сетка изготавливается из высоколегированной проволоки, марка cтали 12Х18Н10Т, 12Х18Н9Т в соответствии с ТУ 14-4-460-88. Сетки предназначены для ленточных конвейеров туннельных печей и сушильных агрегатов, применяемых в пищевой и химической промышленности.
в хлебопекарных печах, линиях по быстрой заморозке, линиях подачи теклянной, жестяной и пластиковой тары, в упаковщиках продукции в термоусадочную пленку; при мойке, сушке, пластиковой тары, в упаковщиках продукции в термоусадочную пленку; при мойке, сушке, копчении, обжарке, бланшировке продуктов питания.
Транспортирующие сетки металлические изготавливаются по современной технологии, и отвечают требованиям для применения в пищевой промышленности.
Транспортирующие сетки металлические могут быть изготовлены из следующих материалов: никелированная сталь; оцинкованная сталь; углеродистая сталь; нержавеющая сталь
Транспортирующие сетки металлические широко используются в следующих отраслях промышленности: пищевой, металлургии, легкой, стекольной и фарфоро - фаянсовой.
Транспортирующие сетки металлические нашли основное применение в термоусадочных тоннелях упаковочных машин.
Транспортерная сетка одинарная (Тип-1)


Транспортерная сетка одинарная (Тип-1) Смотреть подробнее :
|
|||||||||||||||||||||||||||||||||
| Время сопротивления разрыву (мПа)/Предел текучести условный (мП) | |||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||
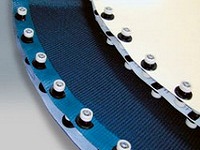
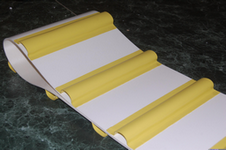
Гофроборта
Гофроборт используется для транспортировки сыпучих грузов как на горизонтальных, так и на наклонных транспортерах.
Главная его функция — предотвращение ссыпания продукции с ленты.
В зависимости от размера транспортируемого продукта выбирается высота и толщина гофроборта.
В случае, если гофроборт необходим, но по техническим параметрам не соответствует минимальному диаметру вала конвейера, его можно заменить на поперечный профиль с надсеками, приваренный в продольном направлении.
|
Характеристики |
|
Полностью из ПВХ |
N |
|
Усиленные ПВХ |
NW |
Параметры устанавливаемых гофробортов
| Высота гофроборта, мм | 20 | 30 | 40 | 50 | 60 | 70 | 85 | 100 | 120 |
| Толщина, мм | 3,8 | 3,8 | 3,8 | 5,0 | 5,0 | 5,0 | 5,0 | 5,0 | 5,0 |
| Ширина гофроборта, мм | 25 | 25 | 25 | 45 | 45 | 45 | 45 | 45 | 45 |
| Шаг волны, мм | 25 | 25 | 25 | 52,5 | 52,5 | 52,5 | 52,5 | 52,5 | 52 |
Соединение:
На один погонный метр ленты гофроборта с необходимо 2 метра гофроборта, лентой растянутого по всей длине.
Минимальный диаметр огибания
3 × высоту борта, но больше, чем минимальный диаметр ленты, на которую наваривается гофроборт.
Характеристики
Температурный диапазон гофробортов (для транспортируемого продукта).
На короткий период +/- 10°С.
Белые и голубые -10°С до +110°С
Зеленые и серые -10°С до +90°С.


Поперечные профили :
Поперечные профили в основном используются для наклонной и дозированной транспортировки продукции. Высота профилей варьируется от 20 до 100 мм.
Поперечные профили изготавливаются 2-х типов: прямые (под углом 90 градусов к ленте) и наклонные (под углом 60 градусов к ленте).

Специфичной формой использования прямых поперечных профилей является их продольное приваривание — в данном случае профиль выполняет функцию гофроборта. При этом благодаря надсекам, профиль может работать на значительно меньших валах, чем стандартный гофроборт
Продольные профили



Как правило, продольные профили привариваются к приводной поверхности лент и выполняют функцию направляющих, фиксируя ленту и предотвращая ее скольжение по ширине вала. Профили имеют трапециевидную форму стандартных размеров (6х4, 8х5, 10х6, 17х11, 22х14). При необходимости уменьшения значения минимального диаметра вала используются зубчатые продольные профили.



Также продольные профили могут в различных конфигурациях привариваться к рабочей поверхности ленты для дозированного перемещения продукции или наклонной транспортировки под небольшим углом.
Металлические и пластиковые замки для соединения конвейерных лент
Ззамки из нержавеющей стали для пищевой промышленности или работы в агре, для соединения лент различной толщины. агресссивной среде, так и из гальванизированной стали для лент общего назначения.
Для соединения лент, работающих на валах минимального диаметра, используются зубчатые продольные профили
Поперечные и продольные профиля и гофроборт
Как правило, это необходимо для наклонной транспортировки, а также для дозированного перемещения продукции.
Присоединение профиля осуществляется с помощью машины ТВЧ, специально разработанной для данного технологического процесса.
В результате профиля прочно привариваются по всей поверхности конвейерной (транспортерной) ленты без потери гибкости, что увеличивает срок ее службы.



Алюминевый профиль с огибанием лентой
Профиль надежно крепится к корду конвейерной ленты, что позволяет ему выдерживать повышенный нагрузки, а огибание лентой предохраняет транспортируемую продукцию.


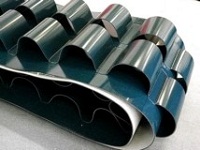
Шевронная структура рабочей поверхности

Лента с волнами изготавливаются методом соединения двух конвейерных лент током высокой частоты. Форма, шаг и высота волны варьируются в соответствии с запросом заказчиков.
широко используются в сельскохозяйственной
Поворотные ленты с различным типом креплений (люверсы, подшипники и др.)промышленности и предназначены для предохранения овощей и фруктов от повреждений в процессе транспортировки
Ленты с запаянными краями предназначены для работы в агрессивных условиях среды при постоянном контакте с маслами, жирами, влагой и химическими веществами. Наиболее популярным является запаивание краев 2-х или 3-х слойных лент ПВХ с закрытым кордом, что практически обеспечивает неуязвимость корда от воздействия вредных веществ. Но мы также освоили и технологию по запаиванию краев полиуретановых лент, часто используемых для транспортировки особо жирной продукции. Также возможно запаивать края на лентах с открытым кордом для защиты от механических повреждений и разлохмачивания кромки.
- Перфорированные ленты и ленты по чертежам


Конвейерные ленты общего назначения резинотканевые.
1. Резинотканевая конвейерная лента - самых распространенный и часто применяемый вид конвейерных лент. Ленты состоят из резинотканевого тягового каркаса, рабочей и нерабочей наружной резиновой обкладки. В качестве основы резинотканевая лента имеет специальную ткань — синтетическую или натуральную, упрочненную специальными пропитками.
Помимо этого встречаются ещё конвейера с разными видами лент: брезентовыми, сетчатыми или специальными пищевыми и пластиковыми - но значительно реже.
(ГОСТ 20-85, ТУ 2561-216-00149-245-96, ТУ 2561-002-43283095-98, ТУ 38 305146-01, ТУ 38 305138-99, ТУ 38 105754-90)
Транспортерная (конвейерная) резинотканевая лента применяется для транспортирования на конвейере различных кусковых, сыпучих и штучных грузов: от руд черных и цветных металлов, крепких горных пород, угля, доломита до малоабразивных и неабразивных материалов.
Общепризнанным стандартизирующим нормативно-техническим документом для резинотканевой ленты общего назначения является ГОСТ 20-85 (Ленты конвейерные резинотканевые). На его основе разработано большое количество технических условий (ТУ) и отраслевых стандартов (ОСТ).
Резинотканевые отечественные ленты изготавливаются из следующих тканей:
Полиамидные используются в ленте : ТК 80, ТК-100, ТК-200, ТК-300
Полиэфирно-полиамидные ткани в ленте: ТЛК-200, ТЛК-300, ТЛК-400
Комбенированный полиэфир в ленте : БКНЛ-65
В ЗАВИСИМОСТИ ОТ УСЛОВИЙ ЭКСПЛУАТАЦИИ ПРОИЗВОДЯТ 4 ОСНОВНЫХ ТИПА:
Тип 1. - для тяжелых и особо тяжелых условий эксплуатации (виды 1.1, 1.2). В состав ленты под рабочую обкладку вводят дополнительную защитную брекерную прокладку из специальной высокопрочной ткани для защиты от пробоя пр падении крупных грузов с острыми ребрами. Многопрокладочные с двусторонней резиновой обкладкой и резиновыми бортами.;
Тип 2. - для условий эксплуатации средней тяжести (виды 2.1, 2.2, 2Л). Многопрокладочные с двусторонней резиновой обкладкой и резиновыми бортами (наиболее распространенный тип ленты).;
Типы 3 и 4. - для легких условий эксплуатации. Многопрокладочные с односторонней (тип 3) или двусторонней резиновой обкладкой (тип 4) и нарезными бортами.
При изготовлении тканевых прокладок используются ткани:
EP-100, EP-125, EP-150,EP-200, EP-300, EP-400, EP-500 – ткани с основой из смеси полиэфирных и полиамидных нитей и утком из полиамидных нитей;
ТК-100, ТК-200, ТК-200-2, ТК-300 – ткани с основой и утком из полиамидных нитей;
ТЛК-200, ТЛА-200, МК-400 – ткань с основой из полиэфирных и утком из полиамидных нитей;
БКНЛ-65 – ткань с основой из полиэфирных и утком из х/б нитей;
ПРИМЕЧАНИЯ:
Число тканевых прокладок в поперечном сечении одной ленты составляет 1-8 шт.
Ширина конвейерных лент с тканевой основой может быть от 100 до 2400 мм, допускается изготовление лент шириной до 3600 мм.
Толщиной обкладок: с рабочей стороны от 2 до 10 мм и с нерабочей стороны – от 0,5 (условно 0) до 3,5 мм.
Диапазон рабочих температур от -45 до +60 °С
Пример условного обозначения:
ЛЕНТЫ КОНВЕЙЕРНОЙ РЕЗИНОТКАНЕВОЙ ОБЩЕГО НАЗНАЧЕНИЯ
Лента 2.2 – 1000 – 4 – ТК – 200 – 2 – 5 - 2Б РБ.
Тип 2, общего назначения, шириной 1000мм, с четырьмя тканевыми прокладками из ткани ТК-200-2.
Толщина резиновой обкладки по рабочей поверхности 5мм, по нерабочей 2мм, из резины класса Б, с
резиновыми бортами. Рабочий интервал температур - 45º С до + 60ºС.
Изготавливаются шириной от 500 до 1400 мм.
Подробно об устройстве лент, используемых материалах, сферах использования, классификациях, способах расчета диаметра бухты и толщины и т.д. Вы сможете узнать в справочном разделе сайта
Для заказа резинотканевой конвейерной ленты нужно заполнить опросный лист.
Ленты конвейерные резинотканевые общего назначения 1.1; 1.2; 2.1; 2.2
Область применения:
Ленты типа 1.1-1.2 применяются для транспортировки руд черных и цветных металлов, крепких горных пород кусками размером до 500 мм, бревна диаметром до 900 мм и других материалов.
Ленты типа 2.1-2.2 применяются для транспортировки: уголь рядовой, глина, цемент, мягкие породы и другие малообразивные материалы кусками до 150 мм. Температура окружающего воздуха от -45°С до +60°С. Ленты сертифицированы.
Физико-механические показатели лент:
- относительное удлинение при 10% нагрузке (от типа ткани) - 1-2%
- прочность связи:
1. Между рабочей обкладкой и каркасом - >6,0 Н/мм.
2. Между прокладками - >8,0 Н/мм.
Параметры основных типоразмеров:
| Прочность 1 тяговой прокладки Н/мм | Количество прокладок | Основной ассортимент лент | ||
|---|---|---|---|---|
| толщина обкладок | ширины ленты мм. |
длина ленты м.п. |
||
| 100-500 | 2-8 | 3+1; 5+2; 8+2; 10+3 | 400-1400 | 94-180 |
 |
 |


Предлагаем новую разработку для систем орошения при транспортировке сыпучих пожароопасных грузов.
Основной проблемой при эксплуатации таких систем является засорение форсунок, и прекращение подачи воды. Для очистки необходимо останавливать систему, и разбирать разбрызгиватель, прочищать а потом ставить обратно. Конструкция новых разбрызгивателей позволяет исключить простои. Особенность в том, что сама форсунка выполнена подвижной и при засорении сливного канала, достаточно повернуть отверстие в противоположную сторону движению воды. Вся процедура занимает несколько секунд, и не требует остановки рабочего процесса.
Выполнены разбрызгиватели из высокопрочного пластика что полностью исключает коррозию. Простое резьбовое крепление с наружной резьбой 3/4".
Преимущества:
Поворотный вентиль для регулирования расхода воды и быстрой очистки насадки.
Жесткий веерообразный распылитель, обеспечивающий равномерное орошение водой.
Малые габаритные размеры (важное преимущество при установке на нижней ситовой деке).
Отечественные распылители
Отечественные распылители для равномерного орошения при транспортировке сыпучих пожароопасных грузов, а так же для промывки различных материалов предлагаем двух видов:
С регулеровочным вентелем( краником) и без вентеля ( краника)
Без вентеля регулеровка будет происходить за счёт напора воды.




SANDVIK WE8000I
WE8000i телескопический желоб предотвращает выбросы пыли и потери материала.

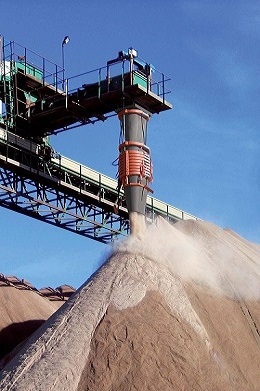
Защита окружающей среды. Повышение качества продукции. Сухой сыпучий материал содержит много пыли и штрафов.
Когда, при погрузке, материал имеет неуправляемое движение, это приводит к распространению пыли, в результате чего происходит загрязнение окружающей среды и ухудшение экологии.
При этом также теряется качество груза, а расходы на техническое обслуживание увеличиваются.
Кроме того, процессы сегрегации, возникающие при такой погрузке, могут снижать качество продукта, или даже привести к отсутствию сбыта.
Внутри желоба создается такой вакуум от потока материала, что не требует установки дополнительных систем фильтрации. Удобная конструкция делает легким обслуживание системы. В общем, это дает большую оперативность и экономию.
Преимущества
• свести к минимуму риск выбросов пыли
• Улучшает условия труда сотрудников
• Улучшает соседние среды
• Снижает сегрегации материала и загрязнения
• Улучшает качество продукции
• Снижает содержание и очистку стоимость
• Улучшает безопасность труда
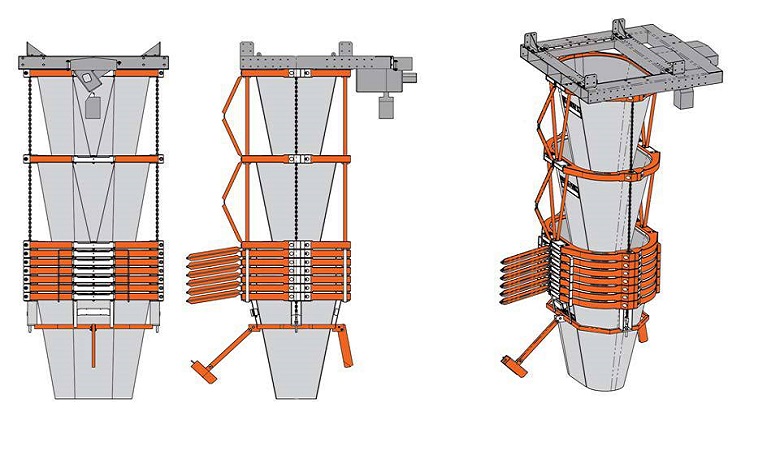
Телескопический желоб WE8000i имеет широкое применение в портах и терминалах для погрузки сухих сыпучих материалов.
Желоб имеет простую и надежную конструкцию и идеальное соотношение между минимальной и максимальной высотой.
Число конических желобов сегментов может меняться, в зависимости от высоты установки конвейера.
Автоматическая регулировка уровня телескопического желоба управляется из кабины, с помощью PLC с автоматическим датчиком уровня или вручную с помощью пульта контроля.
Система автоматики контролирует высоту нижней части над материалом и автоматически регулирует положение, и минимизирует риск выброса пыли, исключая контакт нижней конусной части желоба с материалом в низу.
Тел: +7(3952)688-626, +7(3952)688-126
E-mail: Написать нам письмо