




|
|
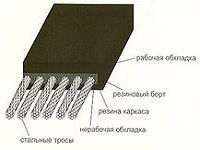


У резинотросовых лент в качестве тягового носителя служит слой стальных тросов высочайшей прочности, лежащих в одной плоскости на расстоянии друг от друга и запрессованных в резину. Высокая разрывная прочность стальных тросов делает конвейерные ленты оптимально пригодными для транспортировки грузов на большие расстояния.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА РЕЗИНОТРОСОВЫХ ЛЕНТ:
Высокая разрывная прочность стальных тросов, используемых в качестве тягового носителя, делает ленту незаменимой для конвейеров с большой высотой подъема, на большие расстояния без промежуточной пересыпки;
крайне низкое (менее 0,5 %) удлинение;
высокая продольная гибкость, благодаря которой диаметр приводного барабана может быть меньше, чем для резинотканевых лент;
хорошая гибкость в поперечном направлении способствует большему желобообразованию даже узких лент;
возможность изготовления лент с очень толстыми обкладками;
высокая прочность на местах загрузки даже крупнокускового материала;
отличный прямой ход;
повышенная прочность стыков;
большой срок службы.
Благодаря перечисленным свойствам резинотросовые ленты особенно рекомендуются для конвейеров большой длины, где требуется сильное натяжение.
Обозначения и размеры изложены в DIN 22 131 (а также в DIN 22 129 Резинотросовые ленты для предприятий угольной промышленности под землей").
Пример обозначения тягового носителя. St 3150, где: St - стальные тросы, 3150 - общая прочность в Н/мм ширины ленты.
Прочность резинотросовых лент колеблется от 500 Н/мм до 7100 Н/мм.
Гарантия качества распространяется на все уровни услуг по строгим требованиям стандарта ISO 9001.

РЕМОНТ РЕЗИНОТРОСОВОЙ КОНВЕЙЕРНОЙ ЛЕНТЫ
Ремонт серьёзного повреждения резинотросовой ленты шириной 1800 мм. Тип 1800ST1400-6/6-А).
Ремонт и перестыковка ленты проводилась в зимних условиях, при температуре -10 -12°C .
Описание повреждение: Боковое оголение тросов,отсутствие обкладки с бортов и разница.
Толщина ленты на стыке в два раза меньше общей толщины.
Причины: Данные повреждения следствие безграмотной работы по вулканизации ленты, несоблюдения
технологии стыковки тросовых лент.
При осмотре выяснилось, что стык получился на 50% тоньше основной толщины ленты, несколько
тросов были выдавлены в бок (что нарушало центровку и прочность ленты).
16 тросов были просто обрезаны, и торчат с торца, и прослоечная резина между тросами незавулканизирована.
Дальнейшая эксплуатация невозможна!
РЕМОНТ: устранения данного повреждений невозможно без перестыковки.
Необходимо произвести вскрытие обкладок, Очистка тросов, от старой резины, и зачистка до металла.
Для стыковки тросовых лент использовать пресса с рабочим давлением не менее 14 атмосфер,
в противно случае возможен не полный прогрев и вулканизация.
Для предотвращения выдавливания резины установить бортовые ограничители.
Время работы бригадой из пяти человек - три рабочих дня.
Тел: +7(3952)688-626, +7(3952)688-126
E-mail: Написать нам письмо